How does smart packaging work for healthcare products?
As many industries begin to move away from simple container packaging and shift to smart packaging, the potential for convenience and clarity increases. Unfortunately, with some of those advanced technologies comes an increased risk. For the pharmaceutical industry, this can mean having to contend with counterfeiting and the lack of information and visibility from raw material to consumer delivery (supply chain opacity).
It is not just a matter of risk, especially when weighing up the benefits they offer. By understanding the mechanics of some of the most prominent smart packaging for healthcare products, such as RFID, NFC and time-temperature indicators, the industry has the potential to turn traditional static labels into intelligent tools that increase compliance and patient safety.
With all of this in mind, how can smart packaging work for healthcare products to provide the right combination of clarity, compliance and safety? This guide by CCL Healthcare explains everything you’ll need to know about smart packaging and how it can be used in healthcare.
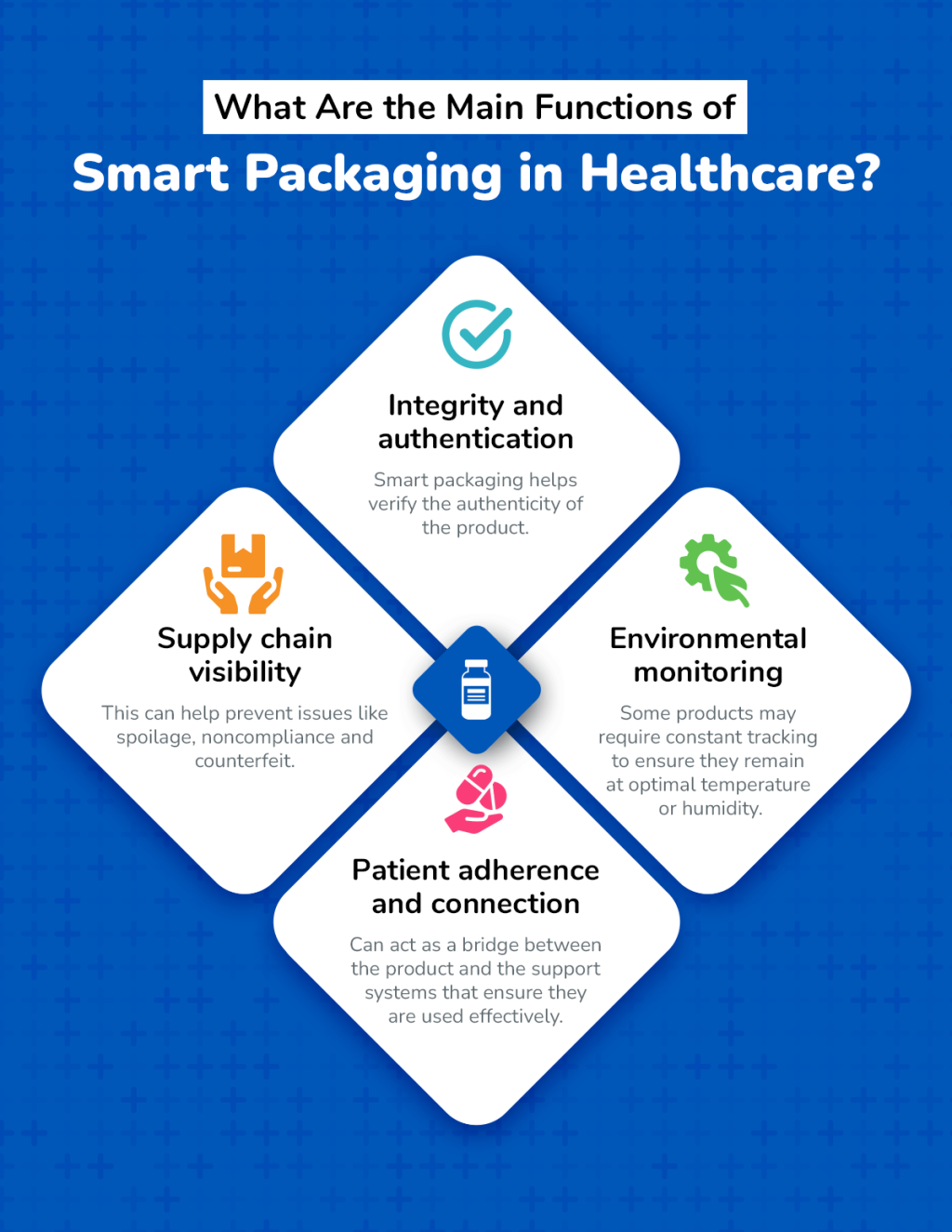
What Are the Main Functions of Smart Packaging in Healthcare?
Smart packaging for healthcare products can provide many important functions for organizations, manufacturers and patients alike. With the smart medication packaging market expected to reach $57.52 billion by 2032, these functions are on track to continue growing significantly.
Some of the most essential main functions of smart packaging to be aware of in the healthcare industry include:
- Integrity and authentication: Smart packaging helps verify the authenticity of the product. It can also prevent the risk of tampering, ensuring that each product maintains its electronic pedigree (e-pedigree), which is a comprehensive digital record on a product from origin to final destination. This helps keep a trusted trail of the product.
- Environmental monitoring: Some healthcare products may require constant tracking to ensure they remain at optimal temperature or humidity. This is especially important for biological products like vaccines, which help prevent between 3.5 million and 5 million deaths each year according to the World Health Organization.
- Patient adherence and connection: Smart packaging can also act as a bridge between the product and the support systems that ensure they are used effectively. The burden on patients to keep medication diaries or set reminders can be reduced, allowing digital patient support methods to work for their convenience.
- Supply chain visibility: All of these benefits contribute to greater supply chain visibility, evolving past the traditional idea of “blind” shipments and moving into a system where inventory can be monitored in real time. This can help prevent issues like spoilage, noncompliance and counterfeit.
Understanding the main functions of smart packaging in healthcare is important. However, knowing the mechanics of how they work can be the key to determining which works well within your organizational goals.
How RFID and NFC Work
RFID technology and NFC are two innovations that play important roles in fast-tracking and maintaining item serialization, authenticity verification, and supply chain visibility. Having access to the increased traceability of your healthcare products can ensure compliance with the Drug Supply Chain Security Act (DSCSA) in the United States, and the European Commission’s Falsified Medicines Directive (FMD).
While the specific connectivity and regulatory needs of an organization will depend on where in the world you operate, having increased awareness of how RFID and NFC work is the first step toward knowing how they can benefit you and your customers.
RFID (Radio-Frequency Identification)
Radio-frequency identification is a form of innovative wireless technology. It consists of the RFID tag, or transponder, which contains a microchip and an antenna that can transmit or receive signals. The other part of an RFID is the reader, or interrogator, which releases radio waves to power the tags that provide essential data for tracking purposes.
RFID technology can come in both passive and active tags:
- Passive tags: Passive tags don’t have a battery. Instead, they are operated by the radio waves of the reader. While a passive tag is a solid and cost-effective tool, it will typically offer a shorter range than an active tag.
- Active tags: Active tags have a battery, and they’re powered to provide a longer read range than a passive tag, which is usually hundreds of meters in distance.
When the reader sends a signal to the antenna, whether passive or active, a chip will transmit the unique product data back to the reader, which can be fed into a computer system. This process can help manage assets and capture information with ease.
NFC (Near Field Communication)
NFC is a form of wireless technology that allows devices within a short range (usually under 4 centimeters) to exchange data. On items like drug packets and containers, medical and pharmaceutical staff or consumers can confirm authenticity and track movements by using smartphones.
While using NFC in healthcare packaging can support drug authentication, it can also contribute to supporting patients via wearable sensors (helping monitor blood pressure and heart rates), patient tracking, and records and diagnostics sharing.
The simplicity of NFC tags and their low power usage makes them ideal for secure data flow between devices and fast access to vital information like vaccination records.
TTIs (Time-Temperature Indicators)
Time-temperature indicators act as a measuring stick for the amount of degradation a drug has been subjected to. It could be considered similar to how a thermometer works, but a TTI actually measures the cumulative heat of a drug.
Some of the key benefits of a TTI for organizations and patient well-being include:
- Creating a simple “yes/no” visual quality check for clinicians and pharmacists across the industry.
- Ensuring that temperature control remains one of the most pivotal parts of healthcare product stability.
- Maintaining optimal patient care by reducing the risk of hazardous and compromised medications.
- Making regulatory compliance easier for healthcare distributors, facilities and manufacturers.
Time-temperature indicators give off a visual (or sometimes digital) signature through chemical, physical or biological changes that react to cumulative temperature exposure. This design is similar to a visual trail that provides details on product results and color changes when drugs exceed temperature limits over time.
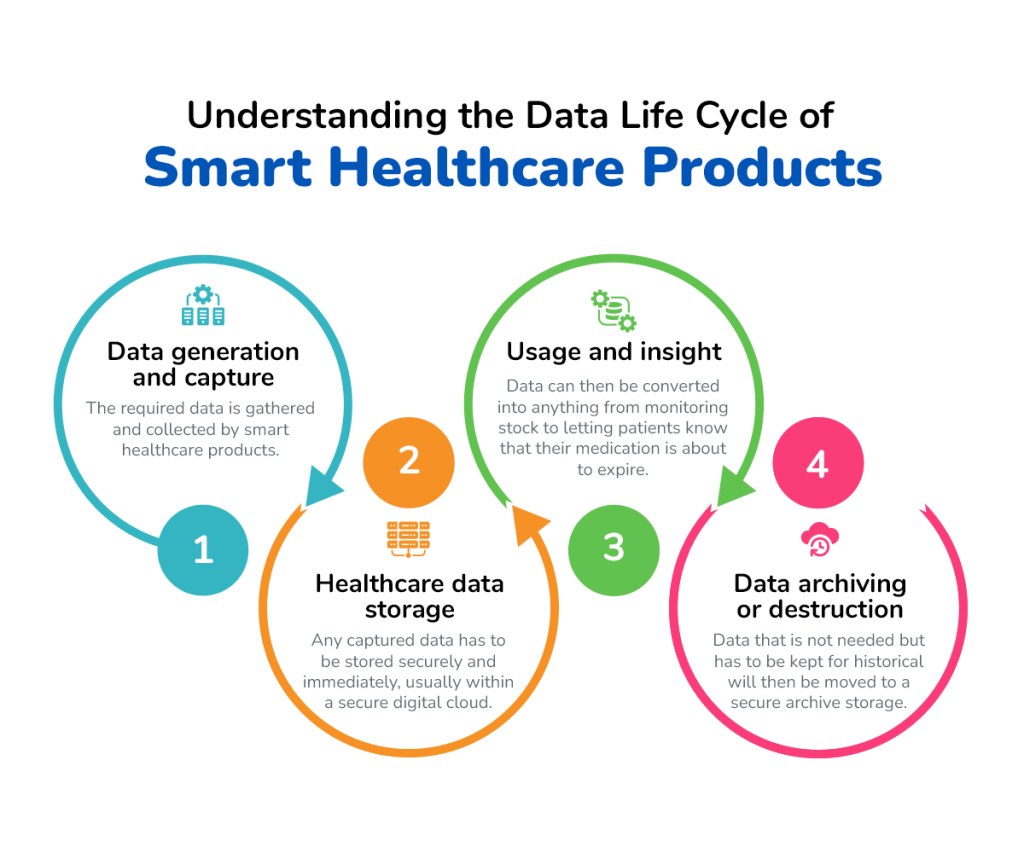
Understanding the Data Life Cycle of Smart Healthcare Products
Smart packaging for healthcare products involves many different factors and stages as part of its life cycle. The data involved in this process is perhaps the most important element. From the generation of data from connected devices right up to the destruction of data that’s no longer needed, it is important for patients and organizations to know where that vital data goes and how well it’s protected.
While there are several smart healthcare packaging trends that can benefit organizations industrywide, they all typically involve the following data life cycle journey:
- Data generation and capture: The required data is gathered and collected by smart healthcare products, such as medical wearable sensors, tapping an NFC medicine pack or scanning RFID tags. The gathered data can be as simple as a transaction, or as detailed as patient vital signs, records and clinical trial information.
- Healthcare data storage: Any captured data has to be stored securely and immediately, usually within a secure digital cloud, to ensure compliance with regulatory bodies like the Health Insurance Portability and Accountability Act (HIPAA), the Food & Drug Administration (FDA) Privacy Act, and Europe’s General Data Protection Regulation (GDPR), depending on where each organization operates.
- Usage and insight: This data can then be converted into anything from monitoring stock to letting patients know that their medication is about to expire. Data can also be applied to real-life scenarios in patient care and diagnostic support, helping develop personalized treatments. However, this involves the authorized sharing of key data by healthcare providers and patients.
- Data archiving or destruction: Data that is not needed but has to be kept for historical or compliance matters will then be moved to a secure archive storage, while data that’s not required at all or unauthorized for storage will be permanently erased.
It’s important to remember that all of these steps in the data life cycle of smart healthcare products, including packaging, requires authorization and adherence to use data sensibly and respectfully.
How Is Smart Packaging Transforming the Pharmaceutical Industry?
Smart packaging plays a pivotal role in the constantly evolving pharmaceutical industry. As modern consumers expect faster, more efficient methods of product delivery and information, smart packaging offers a multitude of benefits for patients, manufacturers and leading pharmaceutical organizations.
The global pharmaceutical industry has continued to grow over the last two decades, reaching $1.7 trillion. As smart packaging for healthcare products continues to evolve and generate income, everyone can enjoy the benefits of its innovative advancements, including:
The Continued Rise in Smart Packaging
Smart packaging technologies are redefining how several industries across the world operate, and pharmaceuticals are certainly no exception. With artificial intelligence-related drug developments, telemedicine and other advancements helping connect products with the digital market, it’s becoming more common for physical containers to be useful active parts of the product life cycle.
Like any evolving technology, a gap is beginning to emerge between those who benefit from smart packaging and those who don’t. Industries, processes and patients risk being left behind and missing out on these innovations if they aren’t fully embraced across the board.
Significant Waste and Cost Reductions
Every industry can benefit from accurate inventory tracking and the ability to keep on top of the environmental conditions of their goods. In the case of pharmaceuticals, having constant access to information like product health and temperature updates can help reduce the amount of waste created from expired or damaged healthcare products.
This focus on reducing waste can also lead to a significant decrease in operational costs, while also having insights into clearer demand forecasting by making use of the real-time data available.
Improved Risk Management Strategies
Planning for any potential problems in healthcare products can be tedious and complex. However, it is still an essential part of being prepared for any “worst case scenario” situations that can affect efficiency or safety. Healthcare companies are under pressure to react quickly in the event of emergency product recalls to prevent faulty or dangerous medication from reaching patients.
Being able to track down each individual product is an effective risk management tool, especially in situations with potential financial liability. In many cases, smart packaging can provide an almost instant update on a potential risk.
Product, Brand and Manufacturing Integrity
How is smart packaging transforming the pharmaceutical industry for integrity across the board? With the delicate nature of pharmaceutical regulations, companies have strict requirements to follow to remain compliant. A clearly defined digital identity for every healthcare packaging item creates a trail and record that’s impossible to deny and easy to locate.
Having supply chain visibility of this magnitude provides ultimate product integrity for smart and intelligent packaging, from manufacturing to the very end of the product’s journey. This can help protect patients while also maintaining the organization’s brand reputation and integrity.
Embracing the Shift to Increase Safety, Efficiency and Compliance
Smart packaging technologies in healthcare offer a roadmap that converges safety, compliance and efficiency, helping improve the lives of patients and life cycles of products. Pharmaceutical organizations can benefit from implementing innovative technology and embracing the shift from past practices to future outlooks.
For pharmaceutical manufacturers and key decision-makers, taking the time to assess product lines to check for smart packaging capacity can be the difference between a strong and efficient supply chain and being left behind by a constantly evolving industry.
The ability to place the latest intelligence directly into a medical product container can be the first step to discovering unlimited potential data insights. That data can define an exciting new future that streamlines key data while protecting sensitive information, which elevates the entire experience for manufacturers, organizations and patients in need of quality healthcare.
This story was produced by CCL Healthcare and reviewed and distributed by Stacker.



